
Различные намоточные провода, двойные, многопроволочные, специальной индуктивности, параллельные эмалированные провода, различные спецификации по индивидуальному заказу.
1.jpg)


Описание продукта
1. Особенности:Индивидуальные характеристики и разновидности изоляционного слоя, а поверхностный слой может быть покрыт самоклеящимся слоем.
2. Диапазон спецификации:одна линия с одинаковой спецификацией, но разных цветов, разных спецификаций и разных сортов (диапазон спецификаций одной линии: 0,03–0,500 мм).
3. Применение продукта:Он в основном используется в изделиях с двойной или многопроводной параллельной намоткой, таких как специальные индукторы, радиочастотные трансформаторы и т. д.; Его можно намотать в группы из двух/трех/пяти катушек с разными цветами и полностью одинаковым сопротивлением/индуктивностью и другими параметрами или в группы из двух/трех/пяти катушек с разными характеристиками, но одинаковой длиной провода.
4. Принципиальная схема выглядит следующим образом:
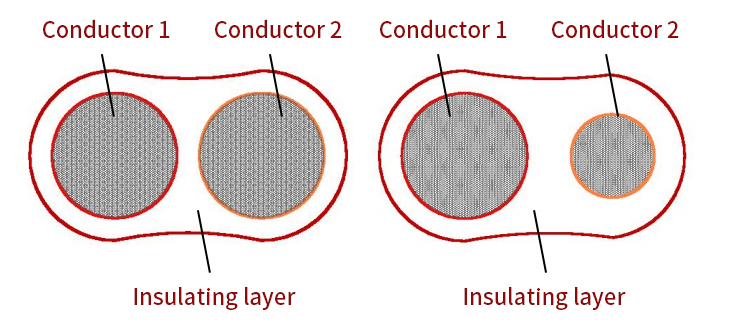

Технологическая схема изготовления эмалированной проволоки
1、 Выплата:На нормально работающем эмалированном станке большая часть энергии и физических сил оператора расходуется на окупающую часть. Замена окупающей бобины требует от оператора больших трудозатрат. Проблемы с качеством и сбои в работе легко возникают на стыках между линиями. Эффективный метод – погасить большую емкость. Ключом к окупаемости является контроль над напряжением. Когда напряжение велико, оно не только утончает проводник, приводит к потере яркости поверхности проводника, но также влияет на многие свойства эмалированного провода.
2, Растяжка:Цель растяжения состоит в том, чтобы сделать проводник, который затвердевает из-за изменения решетки во время процесса растяжения формы, нагретым до определенной температуры, чтобы гибкость, необходимая для этого процесса, могла быть восстановлена после перестройки молекулярной решетки. В то же время остатки смазки и масляные пятна на поверхности проводника во время процесса растяжения могут быть удалены, что позволяет легко покрасить проводник и гарантировать качество эмалированного провода.
3. Картина:Окраска — это процесс нанесения эмалированной краски на металлический проводник с образованием однородного слоя краски определенной толщины.
4. Выпечка:Как и живопись, выпечка — циклический процесс. Сначала растворитель из раствора краски испаряется, затем отверждается с образованием пленки, а затем краска запекается. В процессе выпечки образуются загрязняющие вещества, поэтому печь следует немедленно опорожнить. Как правило, следует использовать печь с циркуляцией горячего воздуха каталитического сжигания. При этом объем сброса отходов не должен быть слишком большим или слишком маленьким. Поскольку в процессе сброса отходов будет отведено большое количество тепла, сброс отходов должен не только обеспечивать безопасное производство и качество продукции, но и не приводить к большим потерям тепла.
5, Охлаждение:Эмалированная проволока, выходящая из печи, имеет высокую температуру, мягкую лакокрасочную пленку и низкую прочность. Если его вовремя не охладить, пленка краски, проходящая через направляющее колесо, будет повреждена, что отразится на качестве эмалированного провода.
6. Смазка:смазка эмалированной проволоки тесно связана с плотностью намотки. Смазка, используемая для эмалированной проволоки, должна быть способна сделать поверхность эмалированной проволоки скользкой, не повреждая проволоку, не влияя на прочность приемной бобины и не влияя на ее использование пользователем. Идеальное количество масла должно сделать эмалированный провод скользким, но на руке не должно быть заметно масла. С количественной точки зрения, 1 г смазочного масла можно нанести на поверхность эмалированного провода толщиной 1 м².
7. Натяжение проволоки:Целью намотки проволоки является непрерывное, плотное и равномерное наматывание эмалированной проволоки на катушку. Требуется, чтобы натяжной механизм работал стабильно, с низким уровнем шума, с правильным натяжением и правильным расположением проволоки.
Считаете ли вы, что после детального изучения процесса производства эмалированной проволоки непросто производить эмалированную проволоку, отвечающую стандартным требованиям, поскольку каждый этап процесса, такой как обжиг или покраска, влияет на качество эмалированной проволоки, и это также зависит от сырья, качества, окружающей среды, производственного оборудования и других факторов, поэтому качество продукции будет другим. Хотя качественные характеристики и марки различных эмалированных проводов различны, в основном они обладают четырьмя свойствами, а именно механическими свойствами, химическими свойствами, электрическими свойствами и термическими свойствами.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
